Raise3Dacademy z nami deli prepis videoposnetka Joeja iz 3DMN, ki po korakih predstavi, kako nastaviti ideaMaker, programsko opremo za razrez 3D-datotek podjetja Raise3D, s tiskalnikom drugih proizvajalcev.
Začetek prepisa:
Pozdravljeni ustvarjalci, jaz sem Joe. Danes bom govoril o programu ideaMaker in o tem, kako nastaviti to rezalko s tiskalnikom tretje osebe.
Začeli bomo zelo preprosto – ustvarili bomo profile tiskalnikov in vam pomagali pri začetku.
V današnjem vodniku bom kot primer vzel dva tiskalnika. Na desni je novi Ender-3 V2, ki sem ga pravkar sestavil med prenosom v živo.
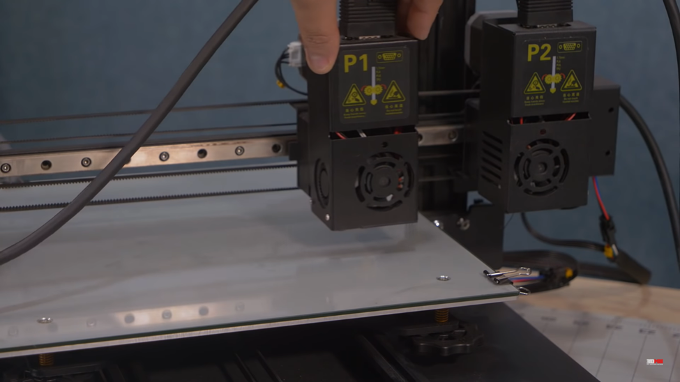
Na levi pa je tiskalnik Hictop D3 Hero, ki je IDEX tiskalnik. Ima neodvisen dvojni ekstruder. Vem, da ste me mnogi prosili, naj vam pokažem, kako sestaviti tovrstni tiskalnik. Zato se bomo lotili tega.

Splošne nastavitve
Odprli bomo program ideaMaker in začeli ustvarjati profil za Ender-3.
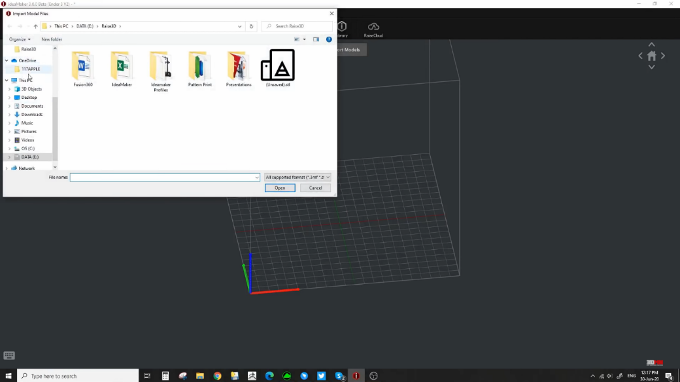
Najprej morate prenesti najnovejšo različico programa ideaMaker, ki jo najdete na spletni strani raise3d.
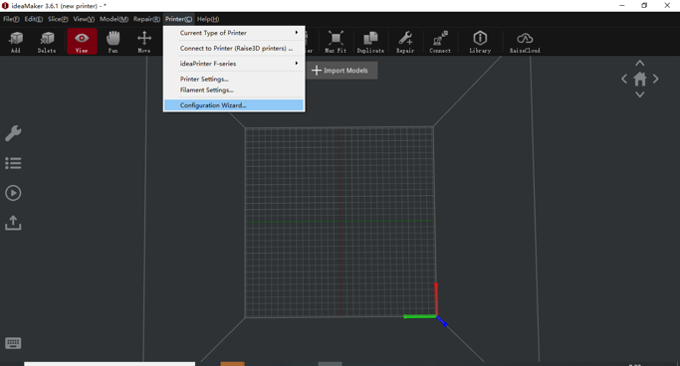
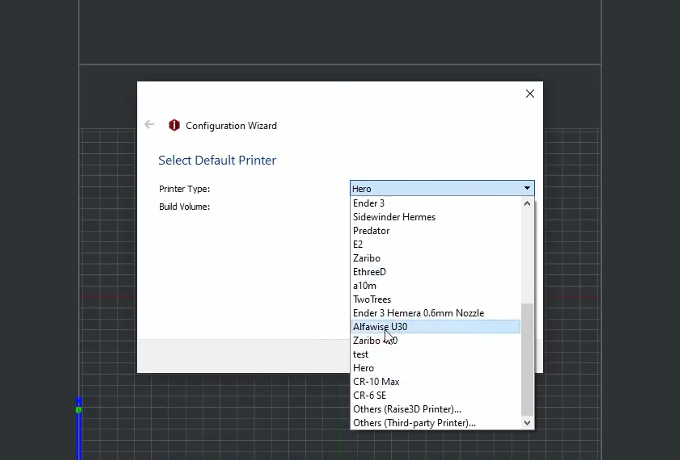
Nato bomo kliknili “Printer” in izbrali “Configuration Wizard”.
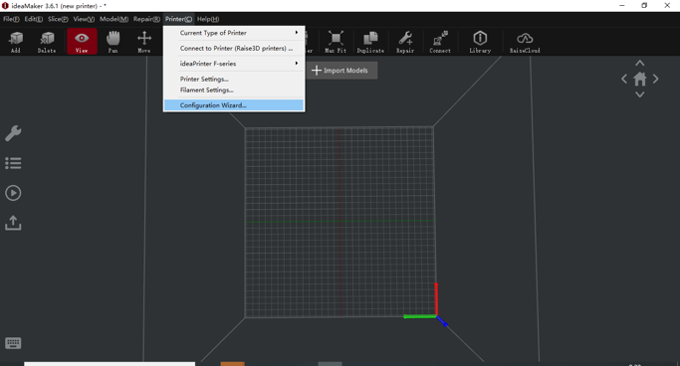
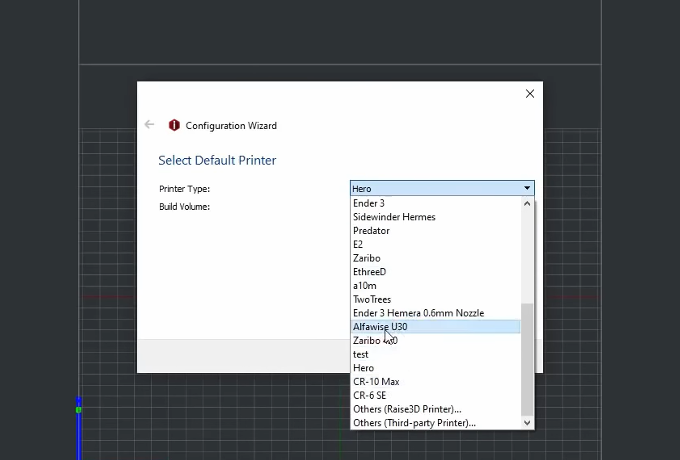
Tu je na voljo prednastavljen seznam vseh tiskalnikov ideaMaker. Najdete več profilov, ki sem jih že ustvaril, vendar bomo ustvarili novega. Zato se pomaknite navzdol in izberite “Others (Third-party Printer)”.
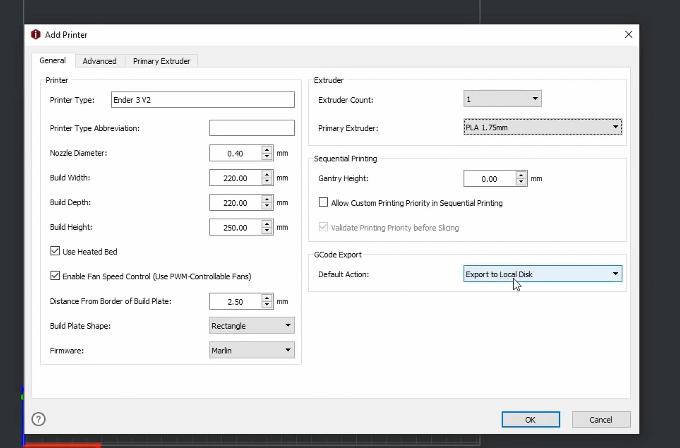
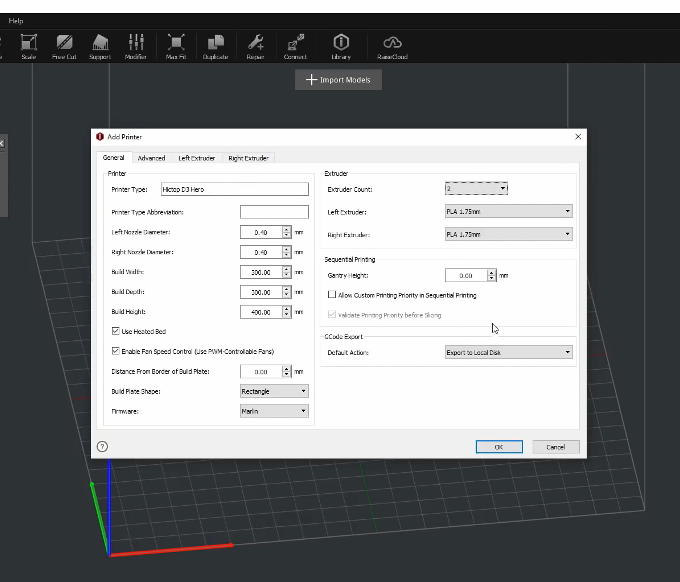
Prikaže se to pojavno okno, v katerem bomo poimenovali tiskalnik. V tem primeru bo to “Ender 3 V2”. Nastavite lahko tudi okrajšavo tipa tiskalnika.
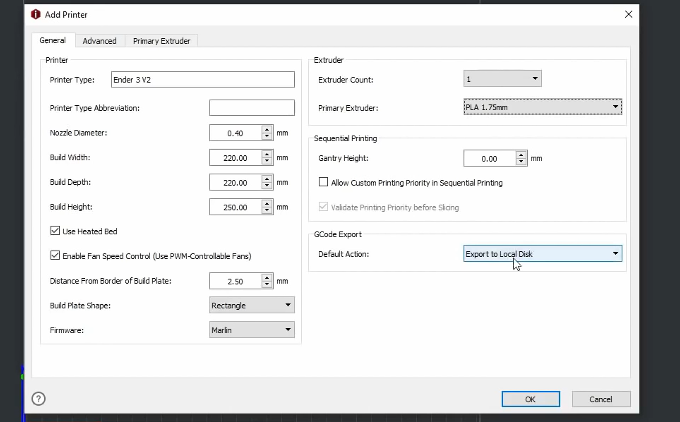
Premer šobe je zelo pomemben. Vem, da ima moj Ender-3 šobo s premerom 0,4 mm. Prav tako je zelo pomembno nastaviti prostornino gradnje. Pri modelu Ender-3 je ta 220 mm * 220 mm na osi X in Y, višina traku pa je 250 mm.
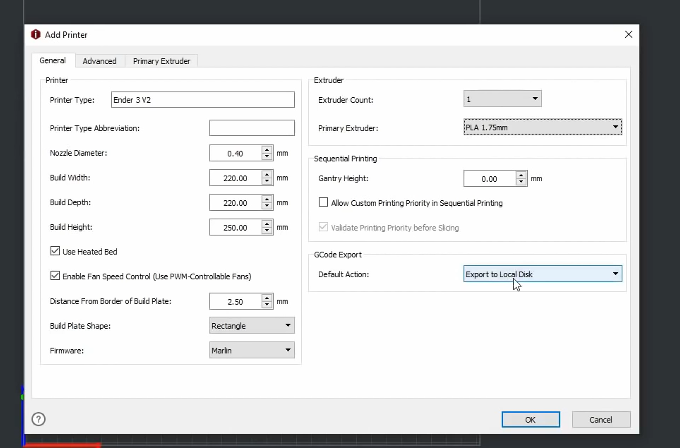
Nato se prepričajte, da ste preverili možnost “Use heat bed”. Če nimate ogrevane postelje, je treba to možnost odkljukati.
Prepričali se bomo, da je aktivna tudi možnost »«nable fan speed control«, ki omogoča nadzor hitrosti ventilatorja. PWM je pulznoširinski modulator in v osnovi omogoča, da G-koda dejansko nastavi hitrost ventilatorja v času tiskanja.
Tu imate možnost “Distance from border of build plate”, ki je nekakšna varnostna funkcija, ki zagotavlja, da ne tiskate tik ob robu. Pusti 2,5 mm tolerance na plošči za tisk, na katero tiskalnik ne more tiskati, da je ne prekoračite.
Sledi oblika plošče za tisk. Izberete lahko, ali gre za pravokotnik ali elipso.
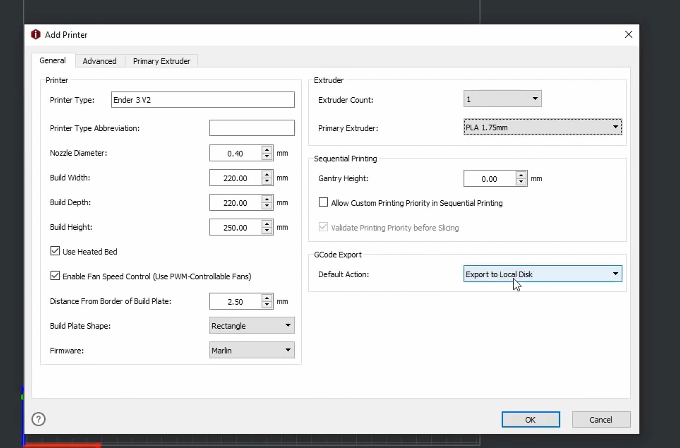
In vdelana programska oprema, ki bazira marlinu. Izberete lahko vdelano programsko opremo rubric, Raise3D in marlin.
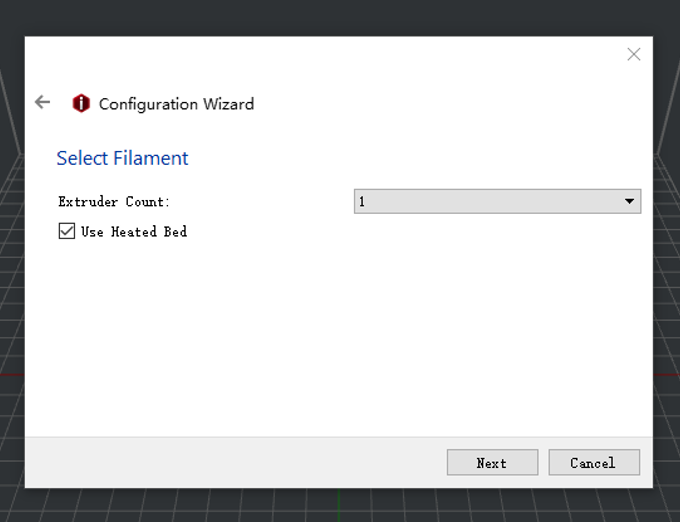
Nato bomo nastavili število ekstrudiranj. To je model Ender-3 V2, ki ima samo en ekstruder, zato bomo v spustnem polju izbrali 1.
Filament primarnega ekstruderja je PLA 1,75 mm. Na voljo so tudi druge možnosti, vendar se bomo osredotočili na splošno PLA 1,75 mm.
Za zaporeden tisk sem že posnel video o tem, kako nastaviti zaporedno tiskanje. Zato vam za boljše razumevanje predlagam, da si ga ogledate kako deluje možnost zaporednega tiska in kako delujejo meritve primarnega ekstruderja.
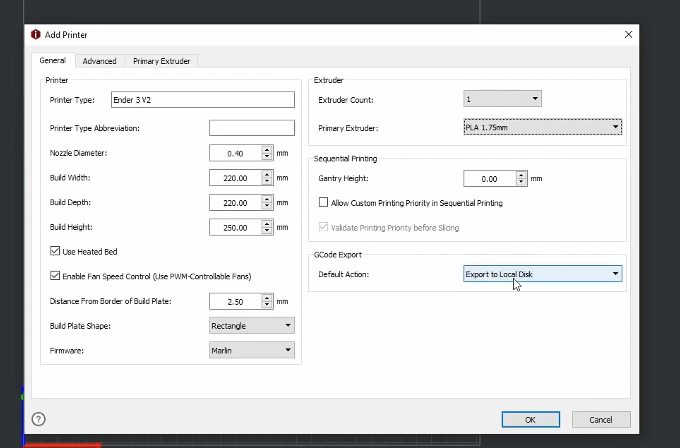
Nenazadnje, je izvoz kode G-kode privzeto dejanje, ko datoteko razrežete. Ponuja vam možnost izvoza na lokalni disk ali shranitev na kartico SD. Če je to mogoče, jo lahko naložite v tiskalnik. Lahko pa jo naložite v RaiseCloud.
O funkciji RaiseCloud sem prav tako posnel eno od epizod. V tem primeru sem vedno nastavil, da se izvozi na lokalni disk.
Napredne nastavitve
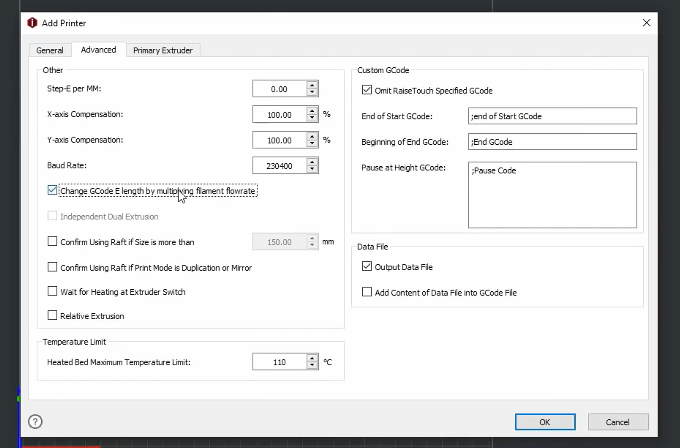
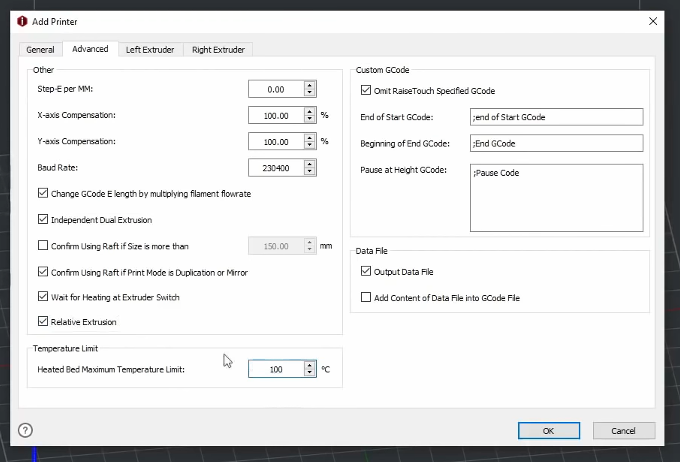
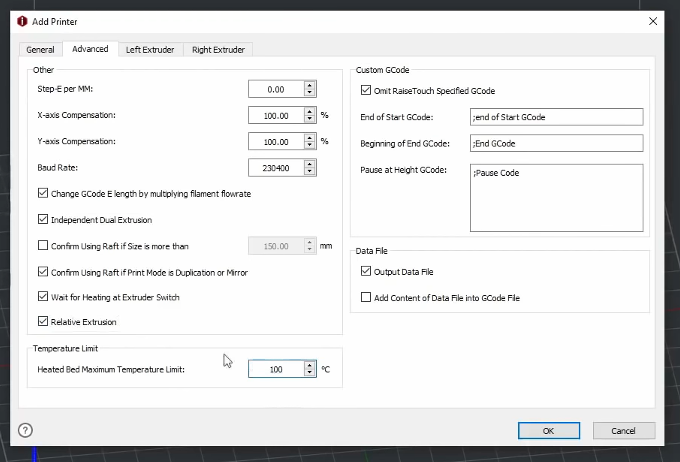
V zavihku “Advanced” je veliko možnosti, za katere vam v resnici ni treba skrbeti. Prvo, “steps per millimeter”, ponavadi pustim, ker je to običajno privzeta nastavitev pri trdnejših tiskalnikih.
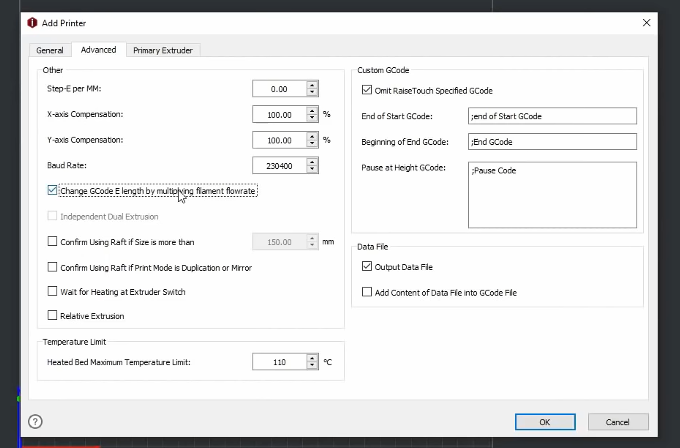
Ne dotikam se kompenzacije X in Y ter hitrosti prenosa podatkov. Teh nastavitev ne spreminjam, ker tiskalnika ne povezujem prek USB.
Če pa to počnete, morate nastaviti pravo hitrost prenosa podatkov za vaš tiskalnik.
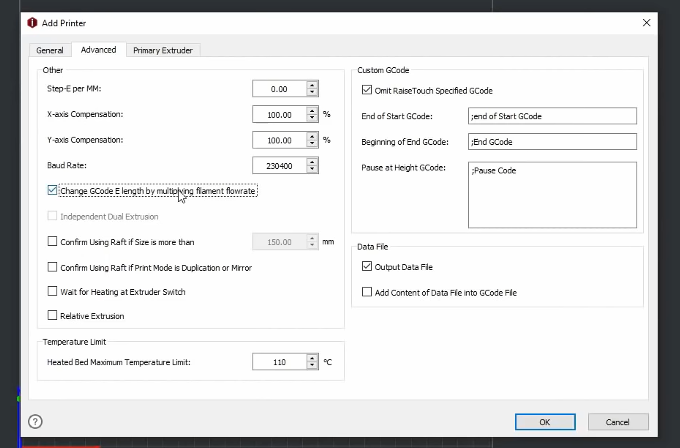
Ta možnost je nekoliko zapletena. Če želite spremeniti hitrost pretoka filamenta, tiskalniku običajno pošljete ukaz G-kode.
Vendar v tem primeru, če to potrdite, to pomeni, da se pri razrezu prilagodi ukaz G-kode, da se uporabi hitrost pretoka filamenta, ki jo želite pri razrezu. Zato ga nastavite tako in vse bo v redu.
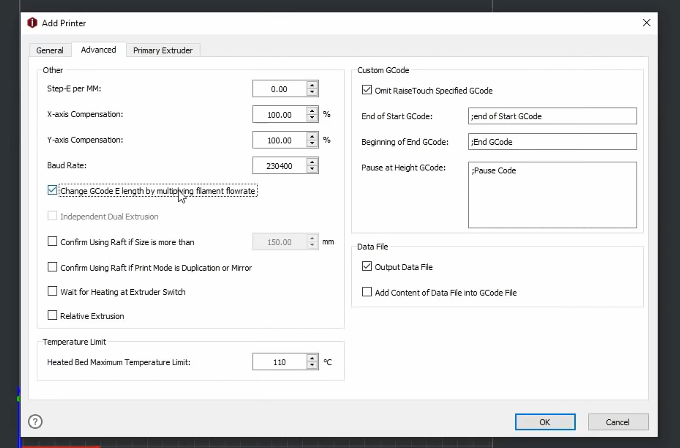
Tu je na voljo še nekaj možnosti, ki jih lahko potrdite, če želite uporabiti splav, kadar je velikost večja od nastavljenega zneska. Vprašal vas bo, ali želite to storiti, na primer, če je model večji od 150 mm, vam bo ob rezanju sporočil “This model is bigger than X amount, would you like Raft?”. Tudi to je enako, vendar vas po tiskanju v načinu podvajanja ali zrcaljenja vpraša za potrditev. To velja za dvojne ekstruderje, ki jih bomo obravnavali zelo kmalu.
Ta možnost je na voljo tudi za dvojne ekstruderje, saj vas prosi, da počakate na ogrevanje pri preklopu na iztiskalnik, tako da se pri preklopu z enega na drugi ekstruder pred dejanskim preklopom prepriča, da ima grelno telo pravo temperaturo.
Ta možnost je “Relative Exclusion”. Pri izločanju obstajata “absolute length” in “relative length”. To je druga precej zapletena zadeva, ki jo je treba opisati. Toda samo za potrebe tega videoposnetka bomo nastavili “relative extrusion”.
Ta možnost predstavlja način, kako drugi tiskalnik določi, koliko poti je bilo opravljene, jo ponastavi ali zahteva, da to stori. Razlaga je nekoliko zapletena, vendar predlagam, da uporabite program marlin in izberete možnost “relative extrusion”.
To je končna temperaturna meja. Običajno morate nastaviti najvišjo temperaturo za grelno ploščo, da tiskalnik ne bi pretiraval. Sam jo običajno nastavim na 100 ℃.
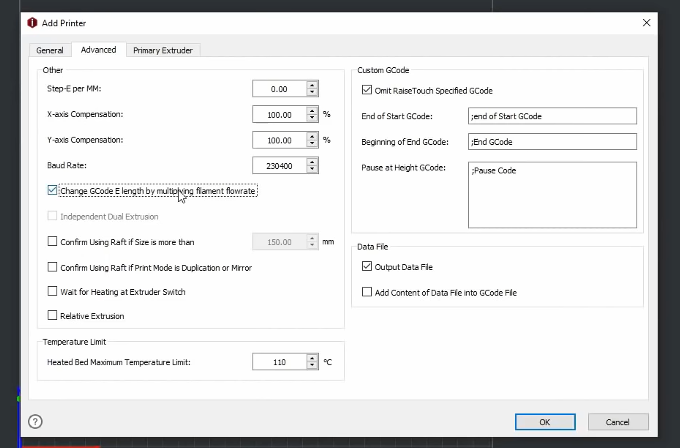
To so G-kode po meri. Če tiskalnik ni Raise 3D, preverite, ali je označeno potrditveno polje, v katerem so vse izpolnjene G-kode, značilne za RaiseTouch.
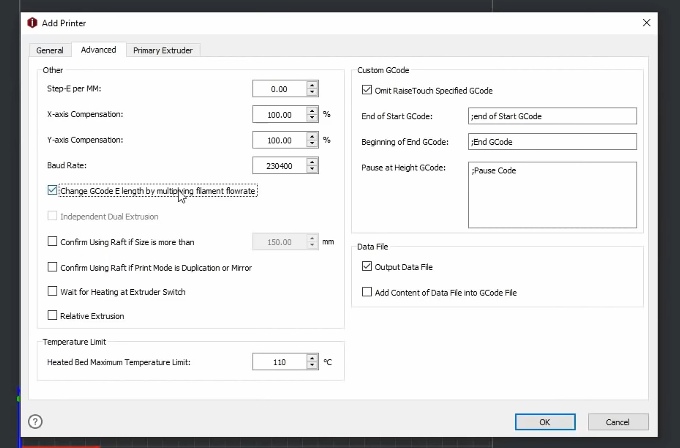
Na koncu so tu še podatkovne datoteke.
Ko v programu ideaMaker nekaj razrežete, lahko izvozite G-kodo in tudi podatkovno datoteko, ki ji je priložena.
Veliko ljudi te podatkovne datoteke ne želi, vendar jo jaz pustim tam iz več razlogov.
Podatkovna datoteka vsebuje veliko informacij o modelu in na podlagi te podatkovne datoteke lahko dejansko ustvarite profil, celoten tiskarski profil. Profil razreza pa temelji na tej podatkovni datoteki, zato ga lahko prilagodite. ideaMaker ima to možnost, da lahko izvleče te podatke in jih nastavi kot profil. In vsebino podatkovne datoteke lahko dodate tudi znotraj same G-kode, lahko odstranite izhodno podatkovno datoteko ali pa podatkovno datoteko dodate v sao G-kodo. To bo seveda ustvarilo večjo datoteko. Če vas to ne zanima, lahko odstranite obe možnosti in izvozite samo datoteko G-kode.
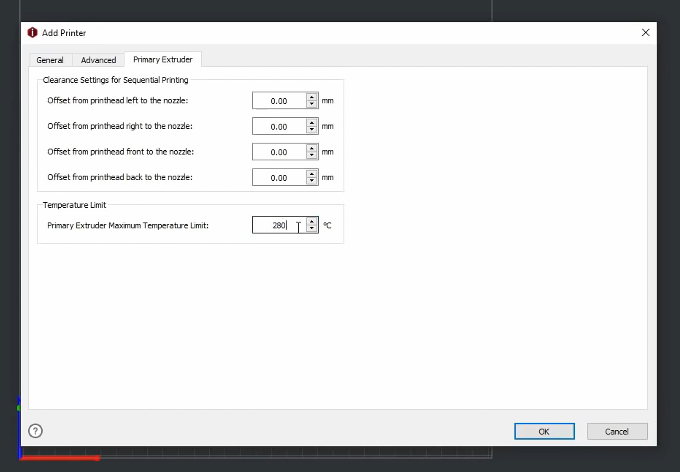
Nastavitve primarnega ekstruderja
Na koncu imamo primarni ekstruder, o katerem govorimo. Pri tem se opravijo meritve sklopa šobe ali samega ekstruderja.
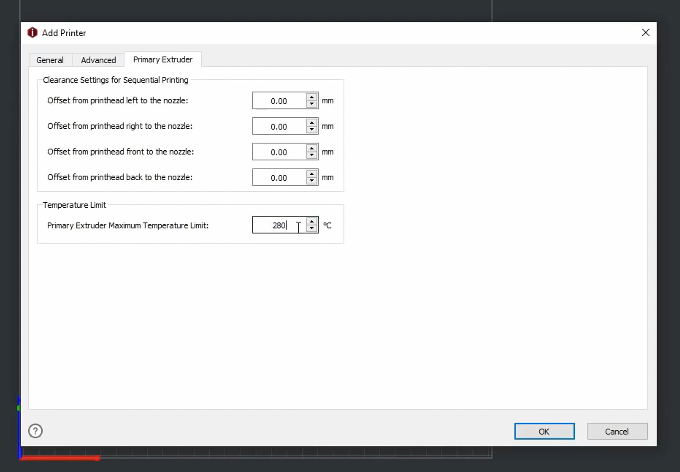
Nazadnje pridemo do temperaturne meje.
Nastaviti morate temperaturno mejo za vašo šobo. V mojem primeru jo za varnost nastavim na približno 280 ℃. Vse je odvisno od šobe, ki ga uporabljate.
Če gre za popolnoma kovinsko šobo, je 280 ℃ v redu. Če ne gre za popolnoma kovinsko šobo, je običajno največ 260 do 270 ℃. Za vsak primer nastavim 280 ℃, vendar običajno ne presegam 260 ℃, če ne gre za popolnoma kovinsko šobo (ker PTFE običajno sprošča strupene pline).
In to je to. Kliknite “OK”.
Nato se še enkrat vrnite v čarovnika za konfiguracijo in kliknite “Next”.
Potrditev števila ekstruderja in površine za tisk.
Nato preverimo vrsto filamenta in kliknemo ” Finish “.
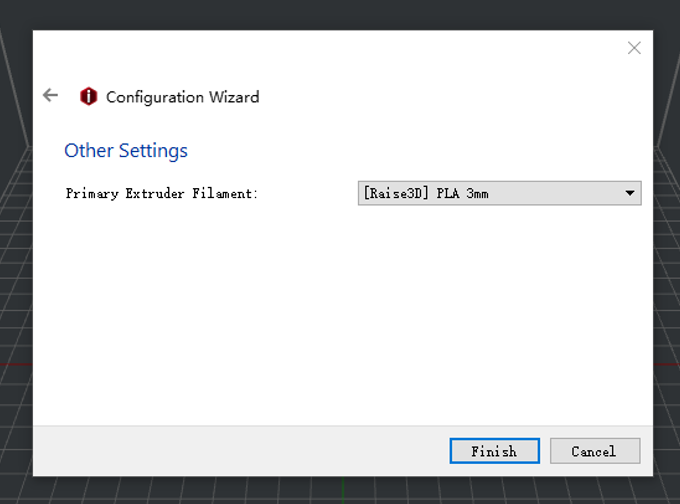
In to je to. Imate svoj profil za tisk.
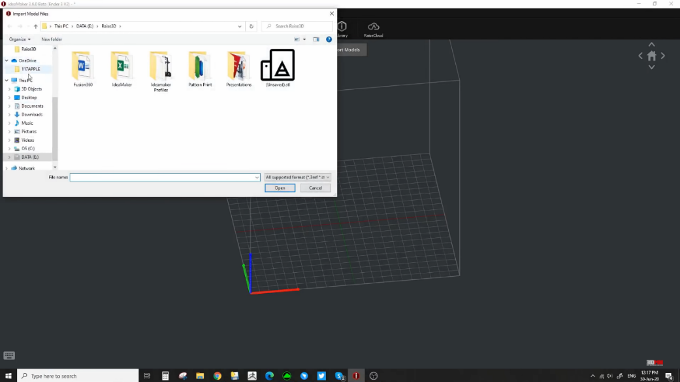
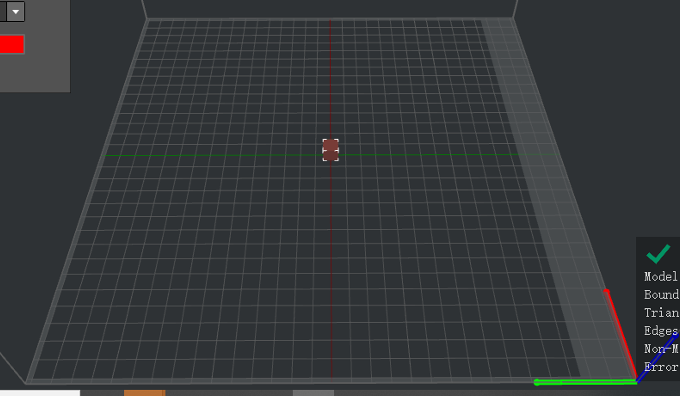
Zdaj lahko uvozite svoj model. Tokrat kot primer uporabljam kocko 20*20 in uvozim ta model v program ideaMaker.
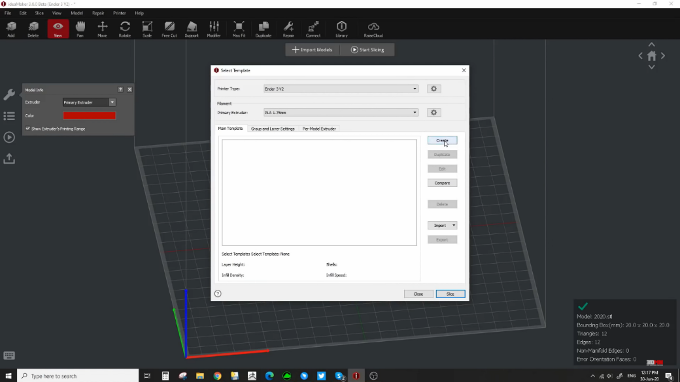
Če želite začeti z razrezom in kot vidimo tu, nimamo nobenih profilov filamentov, zato jih moramo ustvariti. O tem, kako ustvariti nov profil filamenta, pa bomo govorili naslednjič, danes pa se osredotočimo na profil tiskalnika.
Spomnite se 200- ali 2,5-milimetrskega roba, ki se ne prekriva. Postavlja se tukaj. Če želite, ga lahko odstranite.
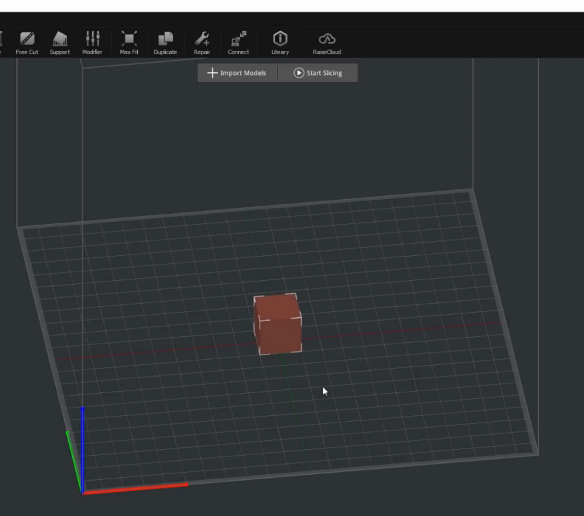
Pravzaprav ga lahko odstranite v nastavitvah tiskalnika in ga ni več.
Nastavitev IDEX tiskalnika
Zdaj vam bom pokazal, kako nastaviti IDEX tiskalnik.
Na splošno je zelo podobno nastavitvi tiskalnika Ender-3 V2.
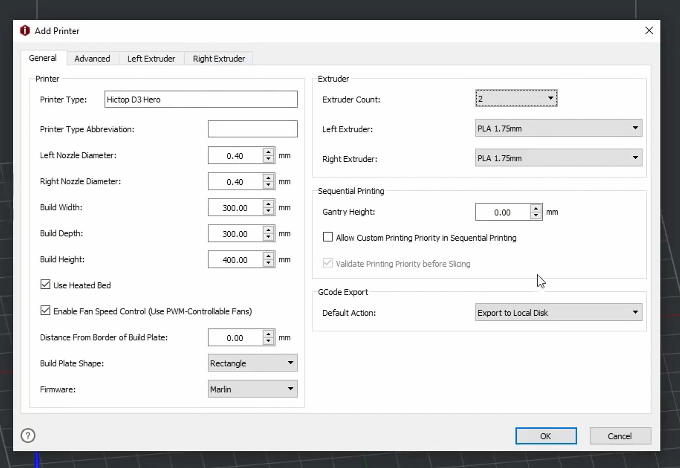
Najprej bomo v čarovniku za konfiguracijo izbrali tiskalnike drugih tretjih oseb. Na spustnem seznamu bom izbral “Hictop D3 Hero”.
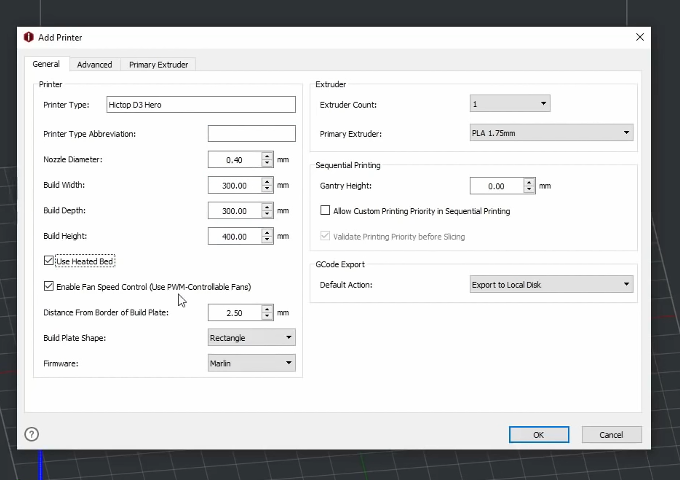
Enako nastavite za D3 Hero. Premer šobe je 0,4 mm. Širina izdelave je 300*300*400. Izberite “Use Heated Bed”. Izberite “Enable Fan Speed Control (Use PWM Controlled Fans)”.
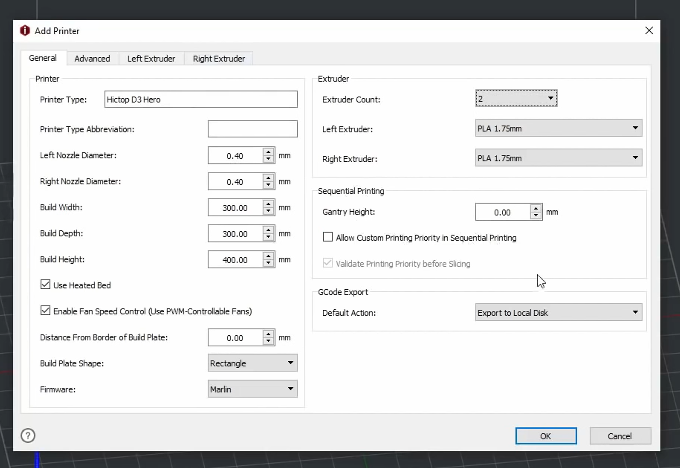
Razdaljo bomo nastavili na 0. To je pravokotnik. Uporablja marlin in nastavi količino ekstruderjev na dva.
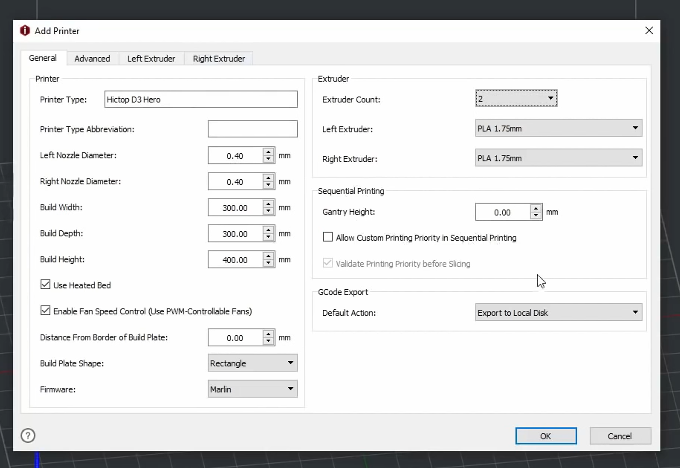
Očitno ste prednastavili lev in desni filament ekstruderja, ki imata približno 1,75 mm.
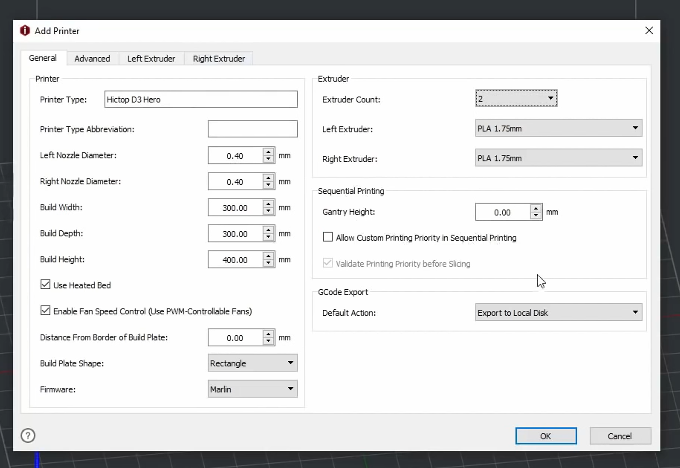
Ponovno nastavite višino portala in izberite izvoz na lokalni disk.
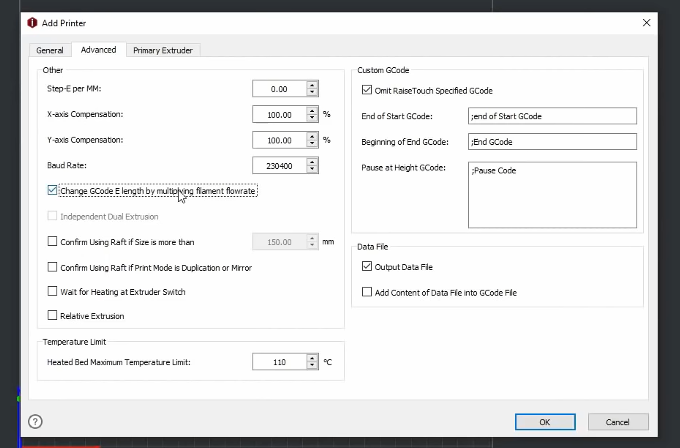
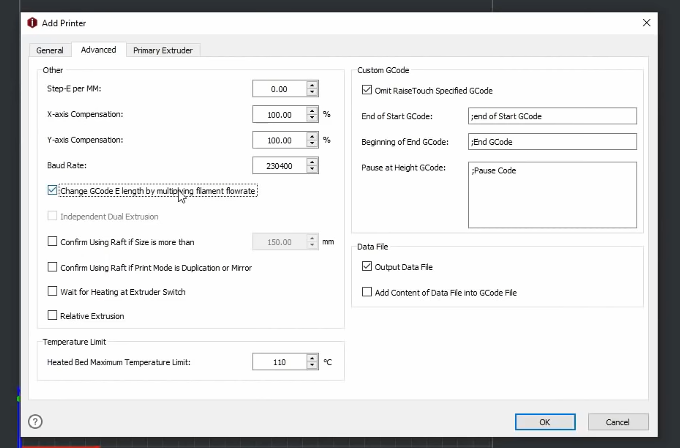
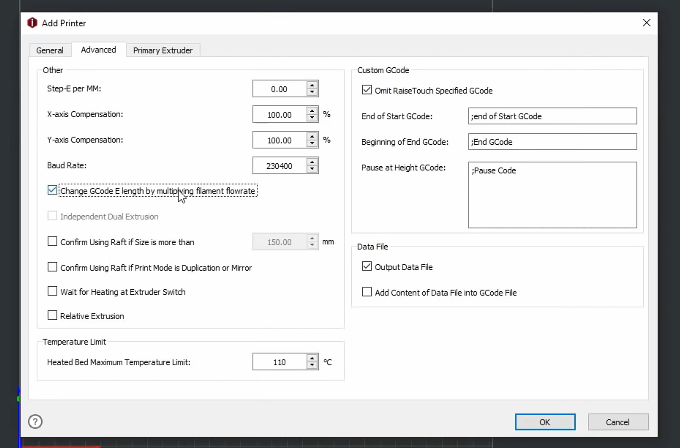
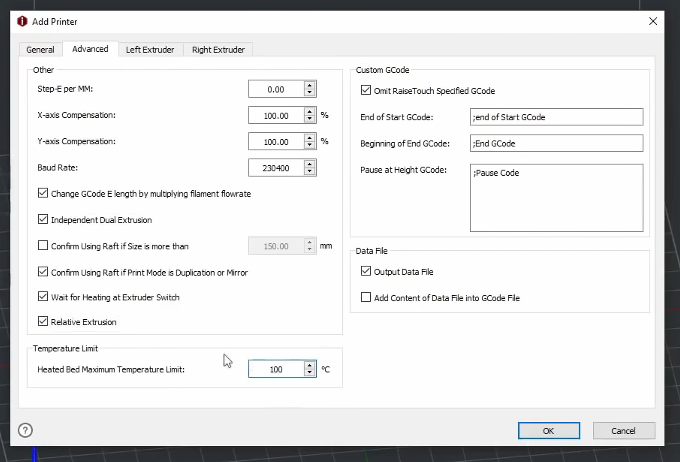
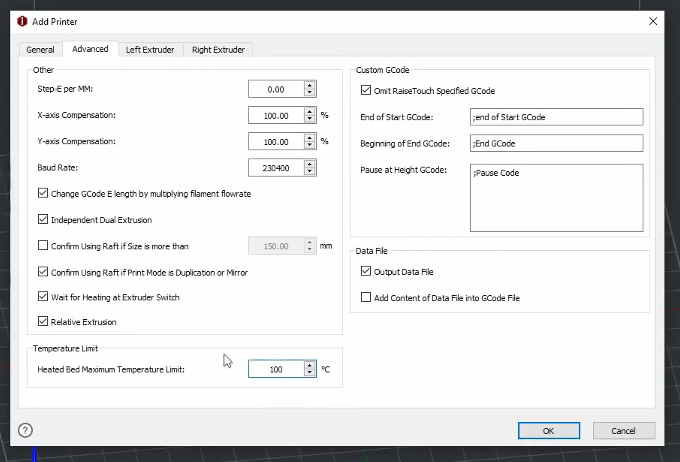
Nato bomo prešli na napredne nastavitve. Tukaj kliknite na to, kot smo to storili prej. Te dele tukaj bomo prezrli. To vam bo pomagalo pri nekaj stvareh. Prvič, program ideaMaker vam omogoča razrez v načinu podvajanja in zrcaljenja. Prav tako pove, da gre za neodvisni dvojni ekstruder. Zato moramo nastaviti drugačne parametre za navodila za premikanje dela ekstruderja ali šobe v tem primeru.
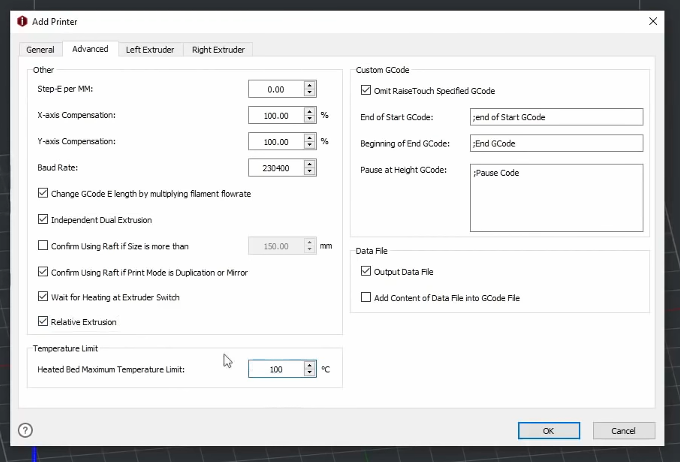
Še enkrat lahko potrdimo uporabo splava, če je njegova velikost zdaj večja od 150 mm.
Tukaj bi preveril to polje in z rafalom potrdil, ali je način tiska v načinu podvajanja ali zrcaljenja. Pri tisku v načinu podvajanja ali zrcaljenja so lahko nekatere šobe med seboj rahlo zamaknjene. Zato tisk s splavom vedno pomaga pri zagotavljanju, da se šoba na eni strani ne vkoplje v posteljico. Medtem ko na drugi strani tiskate popolnoma brez težav.
Izbrali bomo možnost “Wait for heating at extruder switch”, ker želimo zagotoviti, da bo ob preklopu IDEX z enega ekstruderja na drugega šoba dosegla polno temperaturo.
Ponovno bomo omogočili relativno ekstrudiranje in nastavili temperaturo grelnega polja na 100 ℃.
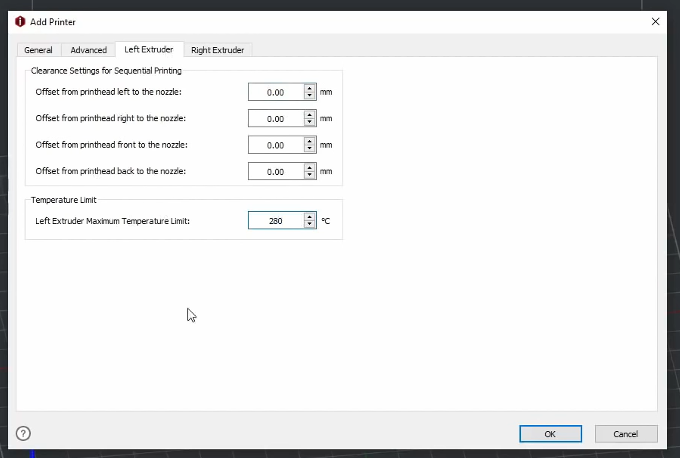
Zdaj se bomo premaknili na zavihek za levi ekstruder in še enkrat nastavili najvišjo temperaturo levega ekstruderja na 280 ℃.
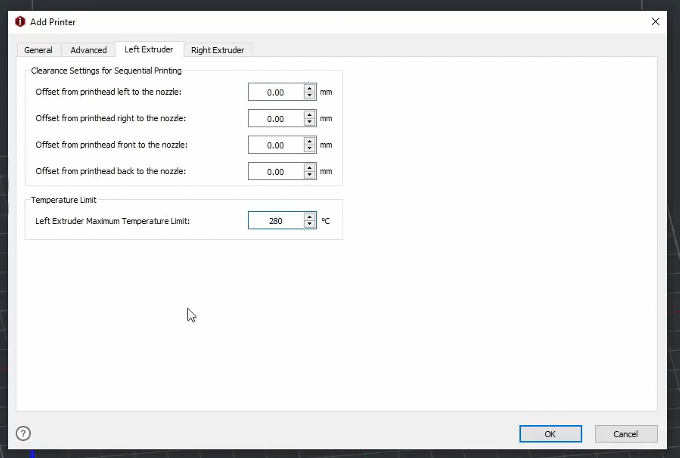
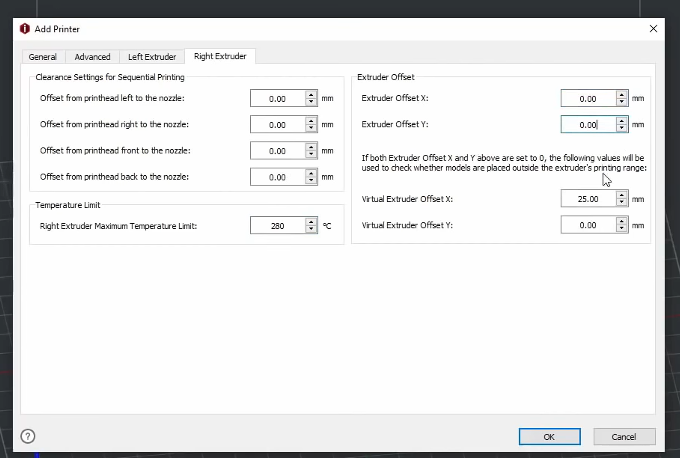
Zdaj imamo naslednja odstopanja.
Zdaj želi rezalnik izvedeti razdaljo med levo in desno šobo. To bi delovalo, če bi šlo za tiskalnik z dvema konicama znotraj ene šobe. Tako kot pri tistih, ki so izhajali včasih, ali na primer Raise Pro2, kjer je določena razdalja med eno in drugo šobo.
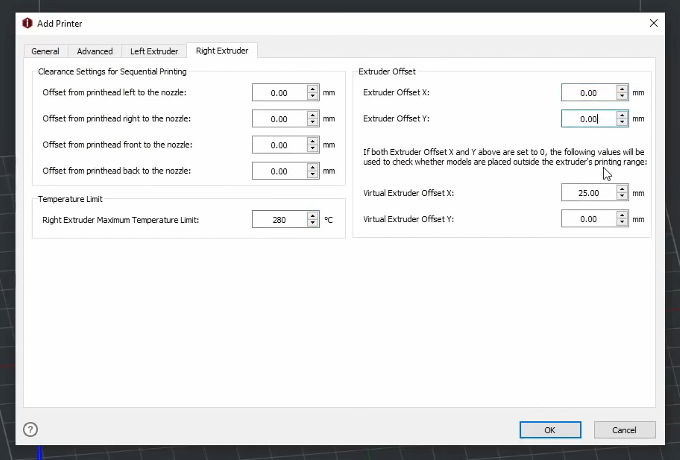
IDEX-a sta zdaj popolnoma neodvisna drug od drugega. Tako mora biti v bistvu odmik iztiskalnika X 0 mm, ko se ena šoba preklopi na drugo, lahko doseže tudi ploščo, ker se ena preklopi na drugo.
Torej mora biti odmik ekstruderja Y enak nič samo za IDEX tiskalnik, kot da ne gre za IDEX tiskalnik. To je nekaj podobnega kot pri modelu Raise Pro2, pri katerem morate izmeriti razdaljo med levo in desno šobo na osi X in tudi na osi Y, za vsak primer, če obstaja zamik.
To je navidezni odmik, če je nastavljen na nič, imate navidezni odmik. To omogoča, da rezalnik bolje razume, kako daleč je ekstruder, ko je v parkiranem položaju, in poskrbi, da drugi ekstruder ali druga šoba ne trči vanj, ko tiska na strani tiskalnika. Recimo, da na primer Raise E2 parkira svoje ekstruderje zunaj plošče, vendar levi ekstruder na primer ne more potovati vse do desne strani plošče, ker je ekstruder parkiran na strani, in bi lahko vanj zadel. Za lažjo predstavo bomo pustili vrednost “0” in kliknili na “Save”.
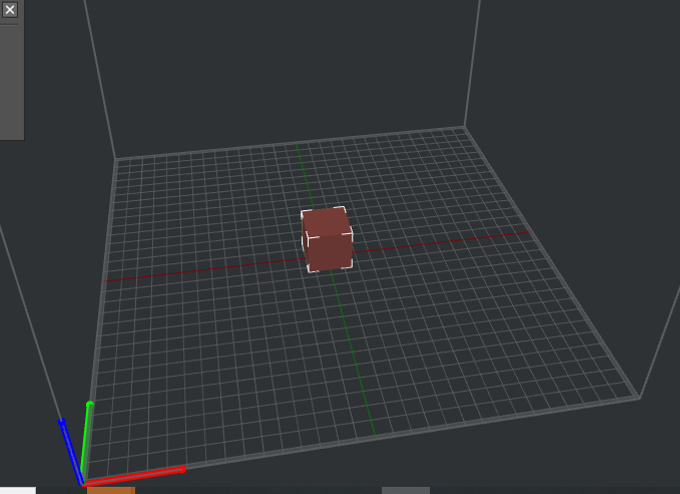
Uvozil bom model.
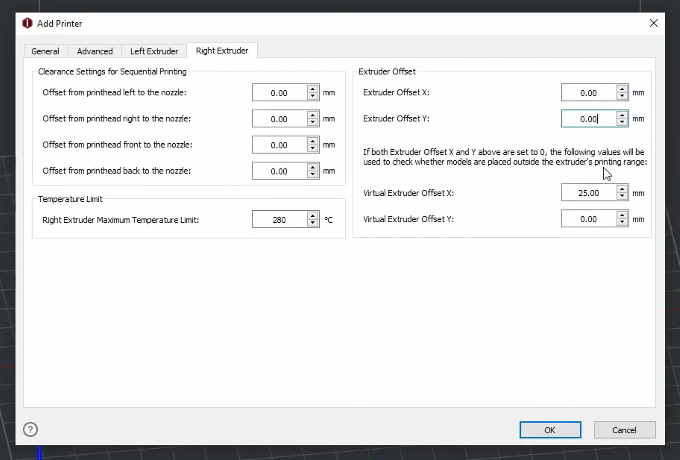
Nastavljen je levi ekstruder. Kot lahko vidite, je tam 25 mm. Ekstruder ali rezalnik vam ne bo dovolil tiskati ničesar preko tega, ker ste mu dali navidezni odmik, da bi zagotovili, da ne bo zadel desnega ekstruderja. Zdaj pa je Hicktop ekstruder daleč na desni strani, da bi lahko izkoristil celotno ploščo.
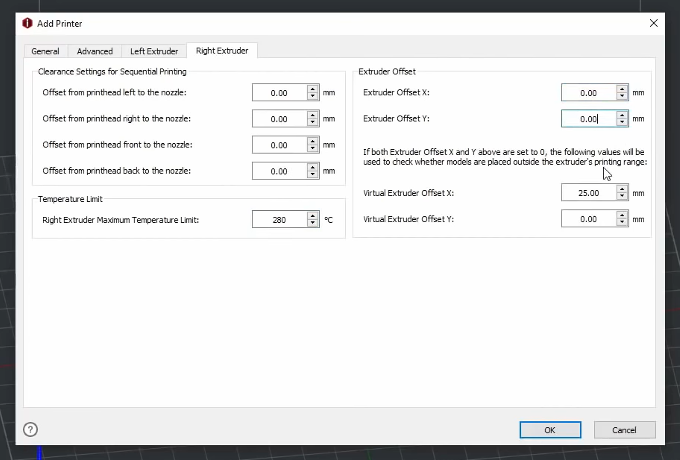
Če grem v nastavitve tiskalnika, se tukaj vrnem na pogon in ga nastavim na nič ter kliknem na “Save”.
To je popolnoma odstranjeno.
Gospe in gospodje, tako nastavite tiskalnik. Razmeroma enostavno. Bolj je šlo za to, da smo natančno razložili, kaj je in česa ni.
Začeli bomo osnovno, samo s standardnim profilom filamenta. In govorili bomo o tem, na kaj je treba paziti pri nastavitvi tiskalnika in ekstruderja. Obstaja namreč nekaj stvari, na katere želite biti pozorni glede hitrosti, glede na vrsto tiskalnika, reakcijskih dolžin in vsega ostalega.
Pokazal vam bom, kako nastaviti profil filamenta. Nato bomo govorili o drugih funkcijah, ki jih ima program ideaMaker, kako natančno nastaviti ali izbrati profil filamenta. Upam, da bo to koristno za mnoge od vas.
ideaMaker je pred kratkim predstavila knjižnico profilov filamentov ali knjižnico profilov tiskalnikov, imenovano ideaMaker.io. Tja naložim večino svojih profilov tiskalnikov za ideaMaker, kadar imam natančno prilagojen profil.
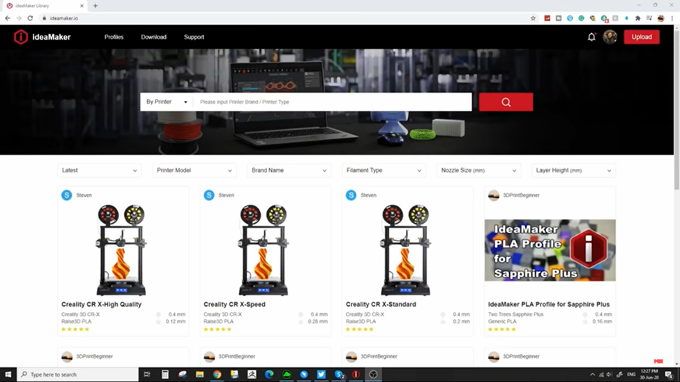
Naložil sem jih že kar nekaj. Zato si oglejte register. To je prijetna skupnost, kjer lahko ljudje nalagajo svoje profile filamentov, delijo modele in nastavitve. To je super in upam, da boste vsi uživali v njem.
Vir: Raise3D.